|
Hegesztőkészülékek tulajdonságai
MMA: hegesztési eljárás bevont elektródával
Gyakorlatilag minden anyag hegesztéséhez (erősen ötvözött acélokhoz, szerkezeti acélokhoz kötő és felrakó hegesztéshez) használható technológia a megfelelő elektróda kiválasztásával. A művelethez különböző típusú (vastagságú és bevonatú) elektródák állnak rendelkezésre.
Porbeles huzal hegesztése (megfelelő tartozékkal)
Gépesített hegesztésre ad lehetőséget. Védőgáz nélkül, szabadban is használható. A varrat anyaga egyszerűen ötvözhető.
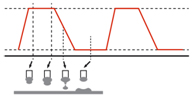
Ponthegesztés
Finomlemezeken (0,5-4 mm) pontvarratok készítésére alkalmas funkció. A hegesztési idő beállítása után, a folyamat a pisztolykapcsolóval indítható, a beállított idő leteltével az ív kialszik.
Intervallum hegesztés
Szakaszos pontvarratok hegesztésére alkalmas funkció. A ponthegesztéshez hasonlóan be kell állítani a hegesztési időt, és a következő hegesztés indításáig szükséges szünetidőt. A folyamat addig ismétlődik, amíg a pisztolykapcsolóval meg nem szakítjuk.
2 görgős huzalelőtoló
Egy, állítható nyomóerővel összeszorított görgőpár biztosítja a huzalelektróda adagolását. A két görgő közül lehet az egyik, vagy mindkettő meghajtott. Ha mindkét görgő meghajtott a tolóerő is nagyobb.
4 görgős huzalelőtoló
Két, állítható nyomóerővel összeszorított görgőpár biztosítja a huzalelektróda adagolását. Mind a négy görgő meghajtott, ezért kisebb nyomóerő mellett is egyenletes az adagolás.
Soft start
A rendszer indításakor a huzaladagolás mérsékelt sebességgel történik, hogy az ívgyújtás biztosabb legyen.
Hot start
A Hot start funkció nagyobb hegesztőáramot állít az ívgyújtásnál, így segíti elkerülni a különösen hideg és/vagy vastag anyagok hegesztésekor gyakori kezdési kötéshibákat.
Anti sticking
A hegesztőáram automatikusan csökken és/vagy kikapcsol az elektróda tapadásánál, ezzel jelentősen csökken a hegedés mértéke, és az elektróda könnyen eltávolítható.
Arc force
Az Arc force funkcióval az áramforrás érzékeli az ívfeszültség csökkenését, megnöveli a zárlati áram értékét, így felgyorsul a cseppleválasztó hatás, ezzel megelőzve az elektróda leragadását a hegesztési folyamat közben. Az áramnövelés mértéke általában állítható. A túl nagy növelés fröcskölést okoz, a túl kevés megnöveli a leragadási kényszert.
Szinergikus működés
A hegesztési paraméterek egyszerűsített beállítására tervezett funkció. Fokozatkapcsolós áramforrások esetén az ívfeszültséget, elektronikus áramforrások esetén a huzal előtolási sebességet kell csak beállítani. A többi paraméter beállítását a berendezés önműködően elvégzi az előre megadott adatok (huzal anyaga és átmérője, a védőgáz fajtája, valamint a hegesztendő anyag fajtája) alapján. A szinergikus működéshez szükséges függvények gyárilag beállított programok. Néhány, korszerű hegesztőgépben ezek a programok cserélhetők, illetve módosíthatók, és lehetőség van új függvények felvételére és ezek tárolására.
2- és 4 taktusos működés
2 taktus: a hegesztőpisztoly kapcsolójának megnyomásával elindul a huzalelőtolási folyamat – így a hegesztési folyamat is egyben – elengedésével pedig lezárul.
4 taktus: A hegesztőpisztoly kapcsolójának nyomásával elindul a gáz előfuvása, felengedésével indul a huzalelőtolás, újbóli megnyomásával a gáz utánfuvása, majd felengedésével befejeződik a hegesztési folyamat. 4 taktusú vezérlésnél a hegesztő saját maga állíthatja be a gáz elő- és utánfuvásának idejét.
Mikroprocesszoros vezérlés
A hegesztőgép alkotórészei (áramforrás, kezelőpult, huzalelőtolás, stb.) digitális jelekkel kommunikálnak a vezérléssel (mikroprocesszorral). A digitális irányítás nagyban lecsökkenti a válaszidőket, így a gép gyorsabban reagál és pontosabb.
Digitális kijelző
A hegesztési paraméterek beállítása digitális kijelzőkkel történik, ez a típus váltja a régi kapcsolós változatokat. Pontosabb és egyszerűbb kezelhetőséget biztosít.
Feszültség ellenőrzése (ív magasság kontroll)
Hegesztés közben az ömledék és az áramátadó közötti távolság változásának függvényében automatikusan utánállítja az áramerősséget, így a varrat egységes marad a teljes hegesztési hosszon.
Inverteres áramforrás
Az egyenirányított hálózati feszültségből nagy frekvenciájú váltakozó feszültséget átalakító transzformátor áramát diódás egyenirányító alakítja egyenárammá. A kimenő teljesítmény a nagy frekvenciás váltakozó feszültség irányításával állítható. A hagyományos (tekercselt) hegesztőáramforrásoknál lényegesen kisebb súlyú, hordozható készülékek.
Low Splatter funkció
Alacsony fröcskölés funkció. Az általános hegesztőkészülékekhez képest akár 80%-kal kevesebb kifröccsenés (200 A tartomány alatt), és a maradékfröcskölés is kisebb részecskékből áll, így több órányi utómunkát spórolunk meg vele.
Welding Monitoring (hegesztési paraméterek dokumentációja)
A készülék WiFi/belső hálózatra csatlakoztatható, ezáltal irányítható, ellenőrizhető. Varratdokumentáció, felhasznált hegesztőanyag mennyiség, effektív hegesztési idő dokumentálását, stb. teszi lehetővé.
Impulzus hegesztés
 A fogyóelektródás védőgázas impulzushegesztés lényege, hogy a hegesztőáram nagyságát impulzusszerűen változtatjuk. Ha a paraméterek jól összehangoltak, akkor minden egyes impulzusnál leválik egy csepp az elektróda végéről. Ennek eredményeképpen az anyagátmenet az elektródáról az ömledékbe szabályozott módon, fröcskölésmentesen megy végbe. A fogyóelektródás védőgázas impulzushegesztés lényege, hogy a hegesztőáram nagyságát impulzusszerűen változtatjuk. Ha a paraméterek jól összehangoltak, akkor minden egyes impulzusnál leválik egy csepp az elektróda végéről. Ennek eredményeképpen az anyagátmenet az elektródáról az ömledékbe szabályozott módon, fröcskölésmentesen megy végbe.
Dupla impulzus hegesztés
A kettős-impulzushegesztés – hasonlóan a hagyományos impulzushegesztéshez – gyors áramimpulzusokkal dolgozik (25-300 Hz), de a huzalelőtolási sebesség nem állandó, hanem impulzusszerűen változik. Mivel a huzalelőtolási sebesség és a hegesztőáram középértéke között szoros összefüggés van, ez azt jelenti, hogy két különböző átlagteljesítménnyel dolgozunk felváltva. A két teljesítményszinthez két egymástól független impulzusparaméter és eltérő ívhossz tartozik. Így hegesztés közben a huzalelőtolási impulzusok frekvenciájával megegyezően változik az ívhossz illetve a szabad huzalvég nagysága.
HF – nagyfrekvenciás, érintés nélküli gyújtás
A HF – nagyfrekvenciás gyújtás nagyfrekvenciás feszültség révén, a Wolfram-elektróda és a munkadarab közötti villamos áthúzással jön létre. Alkalmazásának előnye, hogy nem szükséges a Wolfram-elektródát a munkadarabhoz érinteni, így kizárt az elektróda sérülése, és fémes zárvány keletkezése.
|
